日本TANABE工廠參訪
日幣六億五千萬元的彈簧冷間成型設備大有學問
記者:Vincent 2001-05-03 | |
原以為此次日本行純粹是比較級的參訪,瞧瞧日本改裝部品製造商和台灣本土的避震器、排氣管製造廠有何不同。想像中,就是規模、管理、行銷、技術層次、產品種類…之差異,只是個排氣管和避震器而已,有何高科技可言?又不是電子避震器+氣體彈簧+四輪阻尼及高度可控制系統。國內SRR也有液氣分離減震筒設計,還有和減震筒分離之液氣瓶設計出現,阻尼、筒身可調及Hi-Low Kit也非高難度。排氣管部分,魚鱗點焊和管徑、造型、材質等問題,國內廠商都可以克服,許多本土廠商還是以外銷市場作為營運主力,訂單數量不夠大還不接單呢,夠跩吧。那日本TANABE有何「秘密武器」呢?請記住這個名詞∼冷間成型。
避震器彈簧的製造過程

▲這就是避震器彈簧的原料∼整捆的彈簧鋼,鋼材直徑最粗17mm。
成型
冷間成型只是彈簧成型的一種方式,但是在技術上有所限制。其優點為生產速度快,可在常溫下進行,不需繁複的成型加工過程及龐大的設備;缺點是彈簧材質及規格上有所限制,無法使用抗張力極高的彈簧鋼條,彈簧鋼條直徑也很難超過14㎜,因為機器絞不動。而且在快速捲曲的情況下,彈簧鋼的內應力相當大,必須藉由加熱處理及噴金屬砂作業來消除。
但是彈簧的抗張力不夠大、直徑不夠粗,就無法達到高磅數、高耐用度等需求。因此有另一種加工方式,先加熱彈簧鋼使其軟化後,再進行彎曲成型的作業方式。但是產能差,彈簧鋼需先經過裁切、加熱才能成型,作業較緩慢、複雜。因此車用避震器彈簧製造工廠使用二分法:彈簧金屬條直徑14㎜以下的使用冷間成型,14㎜以上者使用加熱成型。
|
TANABE為了將避震器彈簧製造技術推至更高的境界,斥資六億五千萬日幣汰換原有機器,由德國引進最新冷間成型設備,不使用加熱方式可以將直徑17㎜、抗張力1910∼2060N/㎜2的鋼條捲成彈簧(傳統冷間成型只能使用抗張力1226∼1814 N/㎜2的鋼條),
其目的就是要在避震器改裝市場居於領導地位,將旗下產品提升至高性能、高耐用度的境界。
現場參觀時,冷間成型設備為整套自動化機器,鋼條輸入端由四組上下對向滾輪固定作為傳輸動力源。彈簧鋼輸入成型端後,經過油壓控制之成型模具,以斜角度擠壓鋼條,成型速度相當快,電腦控制之高精確度也是其特點。成型結束後立即裁切,效率相當高。電腦控制式介面,操作人員只要輸入參數就可以改變彈簧形狀,連香蕉狀的不規則彈簧或不等螺距彈簧,在鍵盤上彈指間就變出來,不需更換模具。擁有這套機器的助力,產能可以大幅提昇,各種特殊彈簧都可以迅速成型,且材質方面也能達到熱間成型的品質,一舉兩得。可惜這套設備被列為「最高機密」,嚴禁攝影!因此這種成型畫面只能留在筆者的腦海中,只能與網友分享「油畫假想圖」。 |
有了這套設備不代表絕對優勢,還要慎選彈簧鋼材質,成型後之加工處理更是重要。TANABE使用的彈簧鋼不但抗張力強,另一個特點為輕量化,較普通鋼材減少20﹪∼30﹪的重量。
|
↑TANABE工廠有三間大廠房,
此為彈簧加工廠。 |
↑彈簧熱處理∼使用高週波誘導加熱原理。 |
↑經過低溫研磨處理後之彈簧,平整性優良,且不損及鋼材。 |
|
↑TANABE的金屬噴砂設備具有細緻均勻的處理效果。 |
↑每一支彈簧成品都需經過最大負荷測試,瑕疵品將被淘汰。 |
↑這部金屬噴砂作業設備的體積相當驚人。 |
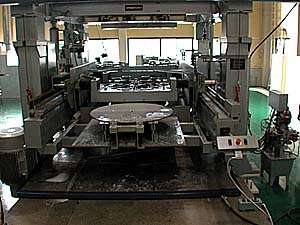
▲非常龐大的彈簧末端低溫研磨機。
熱處理過程
之前提到的彈簧熱處理及金屬噴砂過程也是TANABE自豪之處。加熱過程為「高周波誘導加熱方式」,以高頻電流通過彈簧鋼產生熱能,是一種內發式的熱能產生方式,非傳統的輻射、傳導加熱,能將彈簧鋼表面與內部加熱不均的情況降至最低。熱處理也是機密,只能得知TANABE使用低溫熱處理,彈簧加熱溫度為380℃,時間為40分鐘,冷卻過程是緩慢進行,因此彈簧熱處理過程要一小時左右。熱處理與金屬材質及所要得到的金屬特性有關,這是一門「經驗科學」,必須透過多次實驗及實測,才能歸納出最適當的熱處理程序,這也是國內材料科技上難以突破之處。就算是相同的金屬材質、相同的加工機器,使用不同的熱處理過程,兩者將有不同的硬度及抗張力表現。
研磨
成型的彈簧如果是用在與減震筒一體式的避震器上,彈簧兩端與減震筒相接處必須經過研磨處理,將弧面磨成平面。研磨過程可以很草率也可以很費工,如果只是用一般的打磨機處理,彈簧鋼將二次受熱,喪失原有之金屬特性。TANABE使用低溫低速水磨方式,且磨石之面積非常大,兼有灑水裝置進行冷卻,避免溫度上升。整個研磨機台非常龐大,很難相信其叫lash;能就只是「研磨」而已,這套設備應該也不便宜吧。這套研磨設備亦著重在精度方面,這關係到平整性,精度差者在避震器作動時容易產生異音及不規則扭曲。任何機械加工之小細節都不可忽略,品質是「嚴格要求」換來的。
金屬噴砂
金屬噴砂的作用為消除彈簧鋼表面的應力,對彈簧的耐用度有很大的影響。冷間成型為高速成型方式,金屬捲曲成型後會產生抵抗扭曲方向的內應力。這種內應力不消除,彈簧在承受第二次外力之後就很容易變性,產生彈性疲乏,車身就會莫名其妙的降低,懸吊變軟。TANABE的噴砂處理乃是使用極微粒的金屬球,以每秒10公尺的高速撞擊彈簧表面,這套設備能達成均勻的噴砂效果,幾乎沒有死角,確保彈簧表面各部分之應力消除效果。成品表面看不到傳統金屬噴砂處理之「魚鱗狀」不規則小平面,其細緻程度如同藝術品一般。
噴砂完畢後,每一支彈簧都需經過最大負荷測試。如果有變形或是表面產生皺折、裂痕者都會銷毀,通過測試者才接著進行塗裝作業,一支彈簧熬到至此總算大叫lash;告成,準備組裝成避震器或包裝出售。看似簡單的流程,卻要台幣一億七千五百五十萬元的設備,及一間千坪大廠房。製造高品質彈簧很簡單嗎?
|
↑位於TANABE總部的倉庫,各類改裝部品整齊排列於架上。 |
↑減震筒阻尼測試器,台灣只有SRR翔展實業等少數廠商擁有。 |
↑相當有趣的可伸縮式大口徑「烤肉炮管」,能屈能伸喔! |
|
↑排氣管加工廠房內乾淨整齊又明亮,工作心情當然好囉。 |
↑排氣管成品整齊排列,等待包裝後入庫。 |
↑「男女平等」,機械操作算不上是粗活,是「精密工業」! |
日本同業比較

▲日本TANABE總部。
目前TANABE這套彈簧生產設備在日本很難找到第二家廠商能與之相提並論。雖然連lash;多廠商都將生產過程列為商業機密,很難評估其他彈簧製造廠的設備好壞。因此這項推斷是由各廠商之產品規格所做的研判。其他彈簧製造廠商也都是使用冷間成型,只有一家廠商使用熱間成型。TANABE使用抗張力2060 N/㎜2的彈簧鋼,其他廠商只能使用到抗張力1764∼2000 N/㎜2之鋼材,輕量化程度也不及TANABE的產品。即使是熱間成型之加工方式,其產品規格表現也不及TANABE,耐久度上乃平分秋色(兩者都是3年5萬公里彈簧長度衰退量5㎜以下之保證),但是加入產量及製作成本考量,TANABE仍占上風。
測試器材
各彈簧製造廠之測試設備都大同小異。TANABE擁有硬度測試器、耐久度測試器、負荷測試器,其他還有電子磅秤及各種規格測量工具等基本設備。TANABE避震器的減震筒部分是由KYB代工生產,因此TANABE的工廠中並沒有減震筒的生產線,阻尼測試器材也是放在TANABE辦公總部的倉庫內。
|
↑荷重測試器,可量測出彈簧壓縮量與磅數。 |
↑左為顯微鏡,右為硬度測試器,使用尖錐重壓金屬表面。 |
↑顯微鏡下檢測120度尖錐重壓金屬表面破口寬度來判斷硬度。 |
|
↑工業用顯微鏡,右上方綠色畫面就透過此目鏡所得之影像。 |
↑耐久性測試儀器,必須在72小時內壓縮一千萬次。 |
↑TANABE的實裝車部門,道路測試才能發現實際問題癥結。 |
其他改裝品之製程

▲TANABE排氣管生產線。
TANABE工廠內除了生產彈簧外,還有排氣管、防傾桿等改裝部品生產。排氣管的生產線並無高科技可言,真正的技術在於排氣管設計及產品公差控制。在彎管機器、裁切機具、焊接技術、加工精緻度等方面,台灣的排氣管製造商也不含糊。但是TANABE有研發能力,並擁有馬力測試機,相對於本土廠商,排氣管性能表現多半是「理論上」有效,外加「感覺上」比較快…。加工誤差方面,TANABE擁有電腦數位測量手臂,排氣管各種彎角數據完全逃不出電腦的手掌心。日本進口的排氣管會比本土生產的更好嗎?以研發過程及產品公差值的角度而言,答案是肯定的。不過之中還有一項變因:台灣的引擎調校和日本不同,不過TANABE也有對應之道:使用台規引擎開發台灣版排氣管,酷吧!
TANABE工廠之規模當然比本土的廠商來得大,但是環境整潔程度及料件庫儲很講究,現場也沒有衣衫不整的工作人員,工作環境也很明亮。髒亂、昏暗這些字眼在此是不存在的,加工中的半成品也是井然有序的排列。工作人員不乏女性,也跟男性一樣一起操作各類機器。以日本的工資、廠棚、行銷等各方面成本來算,TANABE的排氣管確實比國產品貴連lash;多。
|
↑此為生產排氣管的廠房,室外陳列了各式改裝試乘車。 |
↑排氣管裁切的工作也是交由女性員工代勞。 |
↑排氣管連lash;多補強焊接點都由老經驗者操刀。 |
|
↑排氣管的彎管機具,台灣業者也是使用同類的加工機器。 |
↑測量排氣管彎管精度的電腦手臂,能降低產品誤差。 |
↑台灣版的排氣管模具,針對台規引擎特性來設計。 |
參訪後記

▲TANABE社長-田邊捨夫。
TANABE很有誠意得邀請台灣總代理-峰頡實業組團赴日參觀工廠,還大手筆招待日本第一大湖∼盜lash;琶湖溫泉之旅,晚宴排場之誇張讓參訪人士開了眼界。不過,整個工廠最令參訪人士興奮者並非生產設備,而是瀏lash;在廠庫外的改裝試乘車,包括TOYOTA Altezza、MRS等性能手排車。但是TANABE原廠方面並未準備妥當,讓所有人空歡喜一場,只能摸摸方向排和排檔桿乾過癮。本團連lash;多「有心人士」心有不甘,紛紛跑去百貨公司買一片最新的GT3賽車遊戲,外加一部PS2主機和感應式方向盤帶回台灣飆個過癮…。
|
↑馬力機。排氣管的設計就是透過馬力機測試後做修正。 |
↑這麼大的產品整備區,由此可見TANABE的規模不小。 |
↑手排的TOYOTA Altezza
TANABE改裝式樣。 |
|
↑原料及半成品的庫儲整齊有序,值得國人借鏡。 |
↑排氣管尾段正在進行魚鱗點焊,老師傅才能勝任。 |
↑筆者最「哈」的MRS敞篷跑車,可惜只能摸不能上路。 |































